

Крок перший: проаналізуйте та переваріть 2D- і 3D-креслення продукту та встановіть проектПрес-форма для монтажу труб ПВХ.Зміст включає такі аспекти:
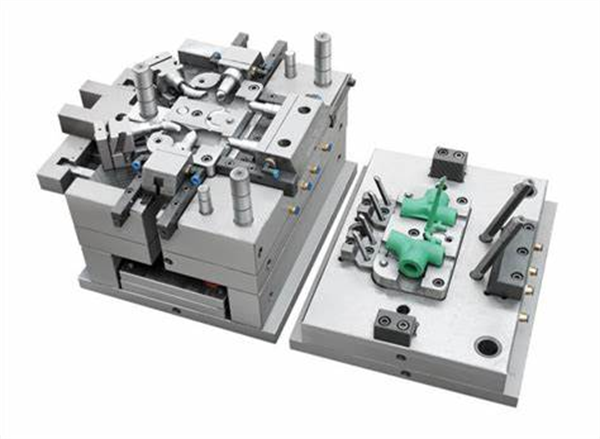
1. Геометрична форма виробу.(Трійник для труб ПВХ, swrформа для труб)
2. Розміри продукту, допуски та проектні орієнтири.
3. Технічні вимоги до виробу (такі як твердість, ступінь пластифікації тощо, іноді слід розглянути повторну переробку виробу)
4. Найменування, усадка та колір пластику, використаного у виробі.(Наприклад,Прес-форма для монтажу труб ПВХіUPVC, CPVC трубопровідна формавикористовуйте різні матеріали форми в дизайні)
5. Вимоги до поверхні продукту.
Крок 2: Визначте модель шприц-машини.
Специфікація машини для ін'єкцій в основному базується на розмірі пластикового виробу та виробничій партії.Вибираючи машину для лиття під тиском, розробник в основному враховує її швидкість пластифікації, об’єм ін’єкції, силу затиску, ефективну площу монтажної форми (відстань між зв’язними стрижнями машини для лиття під тиском), модуль, форму викиду та довжину викиду.
Якщо замовник надав модель або специфікацію використовуваної ін’єкційної машини, розробник повинен перевірити її параметри.Наприклад, якщо замовник вибирає внутрішню відстань між зв’язними стрижнями машини для лиття під тиском 680*680 мм, розмірПрес-форма для монтажу труб ПВХне може перевищувати цей діапазон, інакше заміну необхідно обговорити з клієнтом.
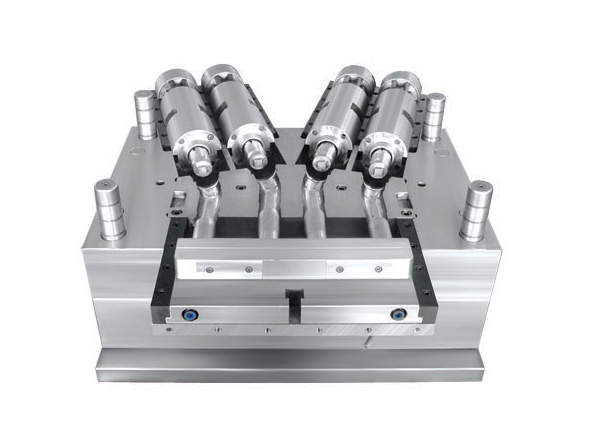
Крок третій: визначення кількості порожнинПрес-форма для монтажу труб ПВХі розташування порожнин. Визначення кількості порожнин прес-форми в основному базується на проектованій площі труби, геометричній формі (з або без бічного витягування серцевини), точності продукту, розмірі партії та економічних вигодах.Кількість порожнин в основному визначається на основі таких факторів:
1. Виробнича партія продукції (місячна партія або річна партія).
2. Чи має виріб витягування серцевини збоку та метод обробки.
3. Зовнішні розміри прес-форми та ефективна площа форми, встановленої на машині для лиття під тиском (або відстань між тяговими штангами машини для лиття під тиском).
4. Вага продукту та об'єм ін'єкції машини для ін'єкцій.
5. Проектована площа і сила затиску виробу.
6. Точність виробу.
7. Колір виробу.
8. Економічні вигоди (вартість виробництва кожного комплекту форм).
Після визначення кількості порожнин виконується розташування порожнин і розмітка положень порожнин.Розташування порожнини включає розмір прес-форми, конструкцію литникової системи, збалансованість литникової системи, конструкцію механізму витягування сердечника (повзуна), конструкцію вставного сердечника та конструкцію гарячого каналу. система.Вищезазначені проблеми пов’язані з вибором роздільної поверхні та положення воріт, тому в конкретному процесі проектування необхідні коригуванняПрес-форма для монтажу труб ПВХнеобхідні для досягнення найбільш досконалого дизайну.
За допомогою вищевказаних 3 кроків можна приблизно розрахувати вартість форми для з’єднання труб із ПВХ, відповідний план виробництва та довгострокові економічні вигоди.Для вашого вибору виробників прес-форм і подальшого планування виробництва можна зробити ефективне планування та своєчасні коригування.Longxin Mold зосереджується на проектуванні та виробництвіФорми для ПВХ труб.Якщо ви шукаєте надійного постачальника форм для труб, негайно зв’яжіться з нами.Професійна команда продажів Longxin Mold зв’яжеться з вами якомога швидше.
Час публікації: 11 серпня 2021 р